1. Defect Detection of Semiconductor Materials
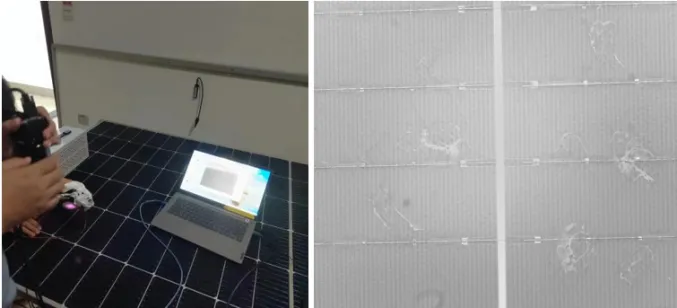
Common semiconductor materials include silicon, germanium, gallium arsenide, etc., among which silicon is the most widely used. Leveraging the ability of the Keen B615 uncooled short-wave infrared module component to penetrate semiconductor materials, short-wave infrared (0.9–1.7 μm) has become the optimal choice for quality inspection of silicon wafers, silicon ingots, and finished wafers. This greatly improves detection efficiency and optimizes the production process.
For defect detection of semiconductor silicon wafers in solar panels: Through scanning detection technology, it can penetrate the surface materials of solar panels to clearly reveal the internal conditions of silicon wafers, enabling rapid and accurate detection of potential damages, microcracks, and other issues, thus effectively helping to enhance production line efficiency.

2. Electronic Manufacturing – Low-Voltage Circuit Board Detection
During the circuit board design and testing phase, R&D personnel need to monitor the temperature of electronic components on the circuit board and observe their temperature load conditions to ensure the smooth progress of circuit board R&D. Faults in electronic circuits are generally classified into short circuits, open circuits, and poor contact. The infrared radiation emitted by electronic components differs when the circuit is operating normally versus when it has faults. Using this principle, fault points in electronic circuits can be easily identified.

The RM series handheld thermal cameras, combined with professional temperature measurement and analysis software, can be used for handheld patrol inspection of specific locations. They can also be fixed via brackets to connect to external displays for real-time monitoring. The equipment can directly display the temperature distribution of components on low-voltage circuit boards, enabling intuitive identification of high-temperature faulty components. Through manual precise focusing, the type and specific location of faulty components at high-temperature points can be clearly observed. In addition, the equipment supports cloud service functions, allowing secondary analysis of collected images to facilitate subsequent temperature verification and record analysis of circuit board components.

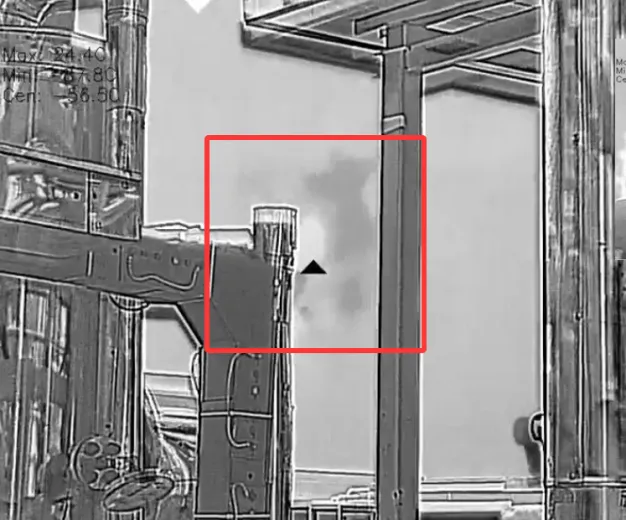
3. Temperature Monitoring in Circuit Board High-Temperature Chamber Experiments
A constant temperature chamber is used to simulate the actual working environment of circuit boards. Raythink’s AT61 motorized focusing thermal camera can be applied in the constant temperature chamber to monitor the temperature of electronic components inside the circuit board. It maps the key areas to be detected and obtains real-time temperature data of each electronic component. Based on the collected temperature information, it analyzes the current and voltage conditions borne by the components. R&D engineers can accurately locate fault points, optimize circuit design, improve conversion efficiency, reduce internal temperature rise of the circuit, and enhance circuit reliability based on the detection results.

4. Battery Thermal Balance Detection
Currently, in domestic universities’ temperature measurement applications for material research and industrial control, traditional thermocouple contact temperature measurement is cumbersome and can only monitor a single point of the battery. Infrared thermal imaging can clearly display the temperature distribution map of batteries and battery packs, thereby evaluating the effectiveness of the heat dissipation structure design of battery packs.
Various target batteries to be studied are placed in a battery test temperature control system, and the temperature is adjusted to different levels via the constant temperature control system. The TN220 thermographic cube camera suitable for confined spaces is selected to monitor the temperature distribution of each battery group. It acquires real-time temperature data on the battery surface and performs detection using multiple methods such as point, line, and frame. It also tracks the temperature development trend of batteries in real time, providing reliable data support for the research on battery temperature thermal balance.

5. Raythink Product Recommendations

- 640×512 infrared resolution with a pixel size of 15 μm
- Combines miniaturization, low power consumption, and lightweight design
- Built-in TEC temperature control system
- Multiple video protocols, including BT.656, BT.1120, and LVDS.

- 640×512 infrared resolution, 35mK high thermal sensitivity
- -20℃~+650℃ wide temperature measurement range
- Dual-spectrum fusion imaging with voice/text annotation and video recording
- IP54 protection + 2m drop resistance, ideal for mobile scenarios like auto repair and battery inspection

- 640×512 infrared resolution, high-definition thermal vision
- -20℃ to +550℃ wide temperature measurement range
- Gigabit network interface supports multiple protocols including RTSP and ONVIF for seamless system integration
- Motorized focus design, ideal for tire testing, welding monitoring, and similar applications

- 256×192 infrared resolution
- Operating temperature range of -20°C~+60°C
- High IP grade of IP67 for temperature monitoring in harsh environments
- Support MQTT, Modbus TCP/RTU, ONVIF